| TGF308L |
符合:
AWS A5.9 ER308LAWS A5.9 ER321
|
|
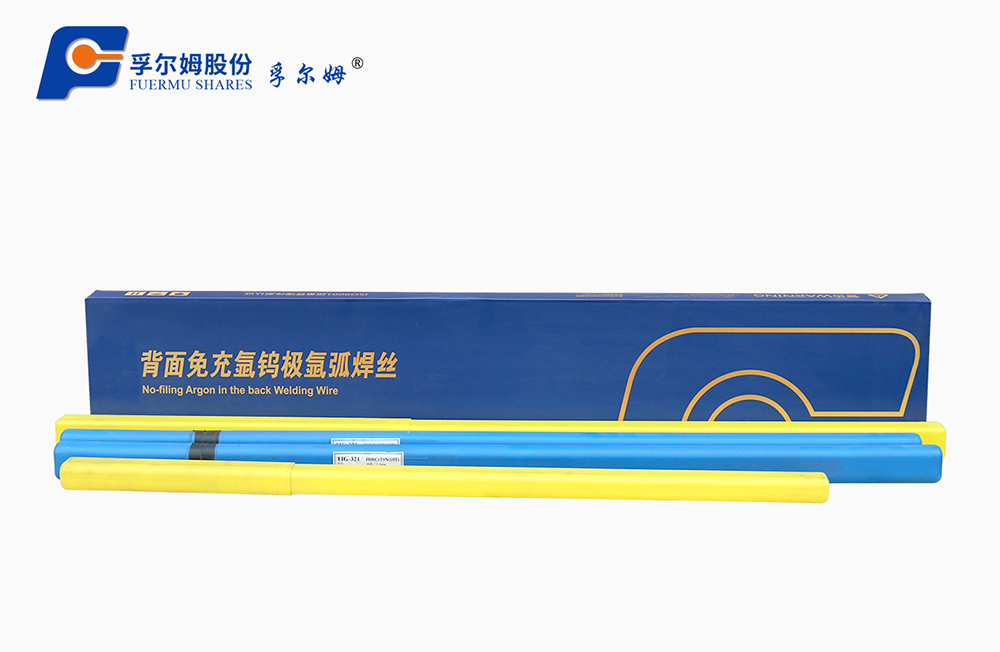
背面自保護不銹鋼氬弧焊絲 奧氏體型/背面免充氬 |

| C | Mn | Si | Cr | Ni | Mo | P | S | Cu | |
| AWS | 0.03 | 1.0-2.5 | 0.30-0.65 | 19.5-22.0 | 9.0-11.0 | 0.75 | 0.03 | 0.03 | 0.75 |
| 例值 | 0.015 | 1.73 | 0.47 | 20.17 | 9.71 | 0.031 | 0.015 | 0.006 | 0.018 |
| 抗拉強度MPa | 屈服強度MPa | 伸長率% | 沖擊值J/℃ | 熱處理 ℃×h | |
| AWS | - | - | - | - | - |
| 例值 | - | - | - | - | - |
| 直徑規格/mm | 氣體流量(L/min) | 焊接電流(A) |
| 2.0 | 7-10 | 80-115 |
| 2.5 | 7-10 | 90-130 |



 低碳鋼及高強鋼用
低碳鋼及高強鋼用 藥芯焊絲
藥芯焊絲