Product Center
江蘇孚爾姆焊業股份有限公司 江蘇泰孚焊材科技有限公司 江蘇孚爾姆智能裝備有限公司
電話:+86-510-86688137 傳真:+86-510-86688139 郵箱:fuermuwelding@163.com 地址:江蘇省江陰市臨港街道申泰路11號





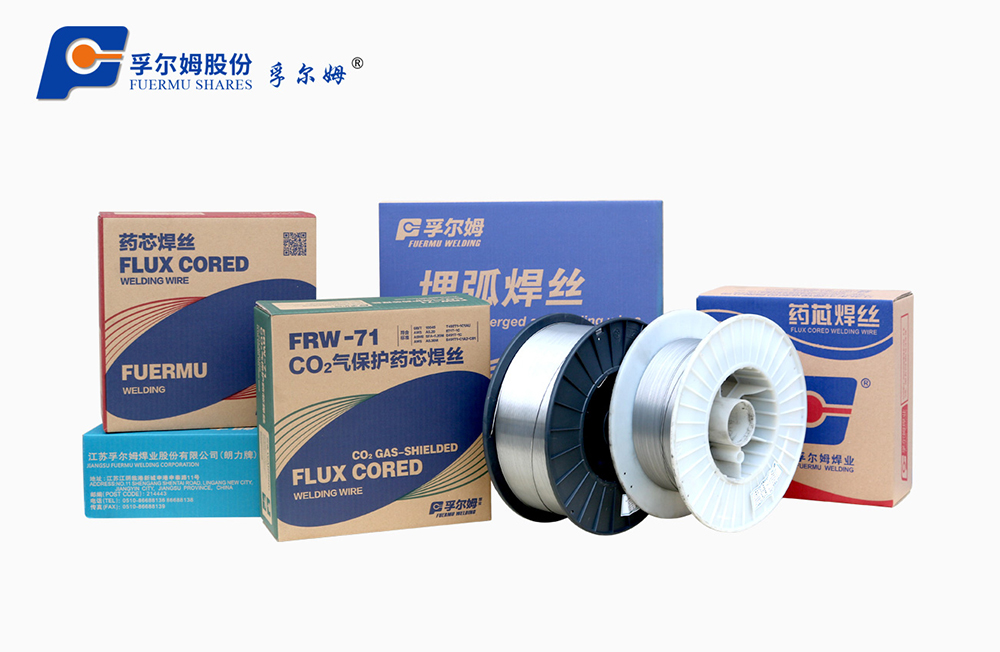



 低碳鋼及高強鋼用
低碳鋼及高強鋼用 藥芯焊絲
藥芯焊絲